-
Call us anytime
+91 9819898912 | +91 9819898970
-
Email us now
sales@farohar.in
Gusset Insert Selection
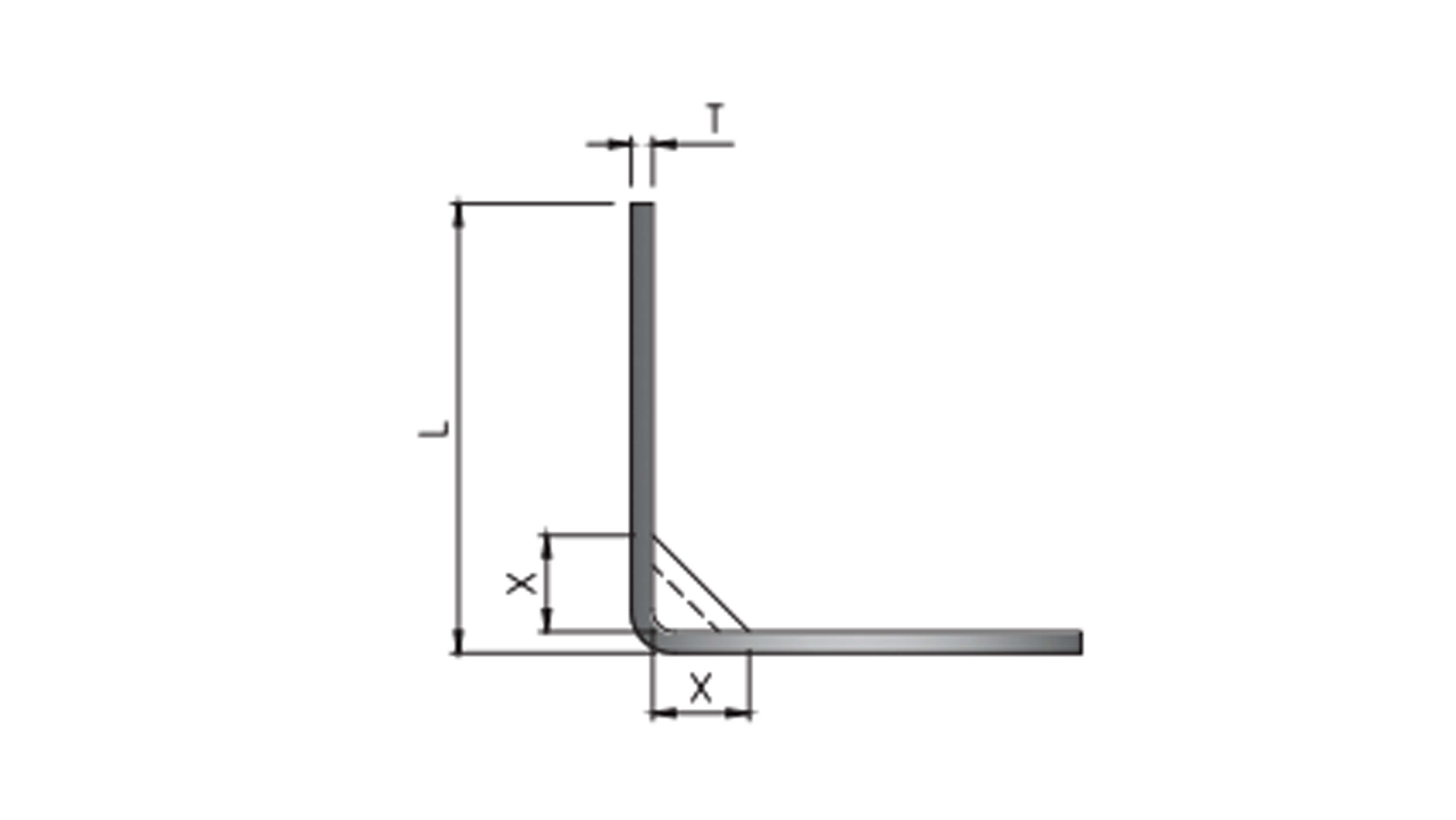
| T=0.8 MM | |||
|---|---|---|---|
| Die Opening | Gap in punch | Gusset Forming insert model No | |
| X | |||
| 3.5 | V6A86 | 10 | H1 |
| 5 | V8A86 | 12 | H1 |
| 6 | V10A86 | 14 | H1 |
| T=2 MM | |||
|---|---|---|---|
| Die Opening | Gap in punch | Gusset Forming insert model No | |
| X | |||
| 3 | V10A86 | 14 | H2 |
| 5 | V12A86 | 16 | H2 |
| 5.5 | V16A86 | 14 | H3 |
| 6 | V10A86 | 16 | H1 |
| 7.5 | V12A86 | 18 | H1 |
| 8 | V16A86 | 16 | H2 |
| 9 | V20A86 | 20 | H3 |
| 10 | V16A86 | 22 | H1 |
| 11 | V20A86 | 18 | H2 |
| T=1 MM | |||
|---|---|---|---|
| Die Opening | Gap in punch | Gusset Forming insert model No | |
| X | |||
| 4 | V10A86 | 10 | H2 |
| 4.5 | V8A86 | 12 | H1 |
| 5.5 | V12A86 | 10 | H2 |
| 6 | V10A86 | 14 | H1 |
| 7.5 | V12A86 | 16 | H1 |
| T=1.5 MM | |||
|---|---|---|---|
| Die Opening | Gap in punch | Gusset Forming insert model No | |
| X | |||
| 3.5 | V10A86 | 12 | H2 |
| 5 | V12A86 | 12 | H2 |
| 6.5 | V10A86 | 15 | H1 |
| 7.5 | V12A86 | 17 | H1 |
| 8 | V16A86 | 12 | H2 |
| 10.5 | V16A86 | 21 | H1 |
| T=2.5 MM | |||
|---|---|---|---|
| Die Opening | Gap in punch | Gusset Forming insert model No | |
| X | |||
| 5 | V16A86 | 18 | H3 |
| 7.5 | V16A86 | 18 | H2 |
| 8.5 | V20A86 | 20 | H3 |
| 10.5 | V20A86 | 20 | H2 |
| 11.5 | V24A86 | 20 | H3 |
| 13 | V24A86 | 18 | H2 |
| T=3 MM | |||
|---|---|---|---|
| Die Opening | Gap in punch | Gusset Forming insert model No | |
| X | |||
| 8 | V20A86 | 20 | H3 |
| 10.5 | V20A86 | 22 | H2 |
| 11 | V24A86 | 20 | H3 |
| 13 | V24A86 | 22 | H2 |
Material Option :
M-01 Performance grade.
Cr'Mn'Mo 900-1020 N/mm2
(Alloy steel)
Quenched and tempered 30±2 HRc.
Tip Induction Hardened 52±2HRc

Material Option :
M-02 Economy grade.
C45 : 570-680 N/mm²
(Plain Carbon Steel)
Tip Induction Hardened 52±2HRc.
Material Option :
M-08 Tough Hardened and Groundened.
42Cr'Mo4
Quenched & Tempered 30±2 HRc

